В связи с усовершенствованием машин точечной контактной сварки и постоянно изменяющимся технологическим процессом сварки, требующим от регуляторов контактной сварки новых возможностей, таких как отсчет сварочных позиций в полупериодах сетевого напряжения, подстчета количества сварочных точек и т.д. Наша компания с января 2013 начала выпуск новой серии микропроцессорных регуляторов контактной сварки РКС-602 и РКС-802.
Стоимость РКС-602 - можно узнать направив запрос на info@posvartech.ru или по телефону +7(981)802-27-00 (Viber, Whatsapp).
Регулятор контактной сварки РКС-602 предназначен для управления циклом сварки контактных машин переменного тока.
РКС-602 предназначен для подключения к сети переменного тока напряжением 380В частотой 50Гц.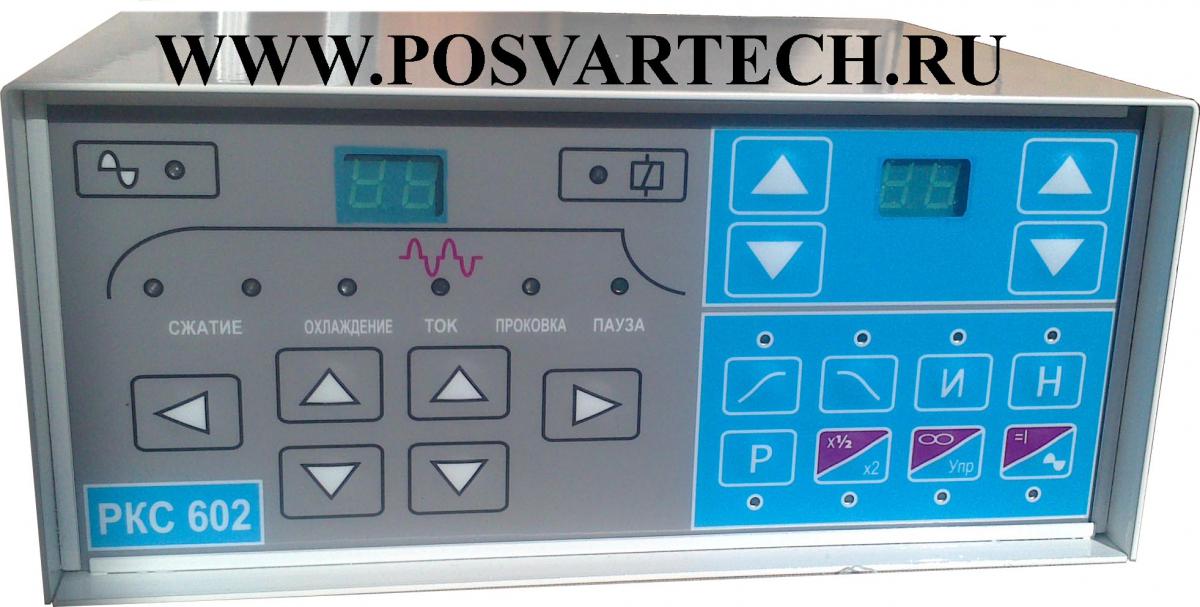
Регулятор обеспечивает:
- управление тиристорным контактором и электропневматическим клапаном сжатия;
- работу машин контактной сварки в одиночном и автоматическом режимах (в автоматическом режиме выдержка времени «предварительное сжатие» исключается);
- регулирование величины сварочного тока с цифровой индикацией выбранного значения;
- автоматическую настройку коэффициента мощности cosφ с изменением полярности включения/выключения первой полуволны сварочного тока;
- стабилизацию действующего значения сварочного тока при колебаниях напряжения питающей сети;
- сохранение вводимых параметров в памяти регулятора;
Отличительные особенности регулятора контактной сварки РКС-602
- отсчет сварочных позиций в периодах и полупериодах сетевого напряжения;
- автоматический режим с подсчетом количества сварок;
- регулятор позволяет сохранять 10 различных независимых режимов цикла сварки, которые сохраняются в энергонезависимой памяти, выбор режима производится с панели управления регулятором;
- плавное нарастание переднего фронта первого импульса сварочного тока (модуляция) и спада последнего импульса сварочного тока с цифровой индикацией выбранного значения;